


想要更直观地了解钢筋笼绕筋机钢筋带锯床规格型号全产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:北京海淀钢筋笼绕筋机钢筋带锯床规格型号全的图文介绍
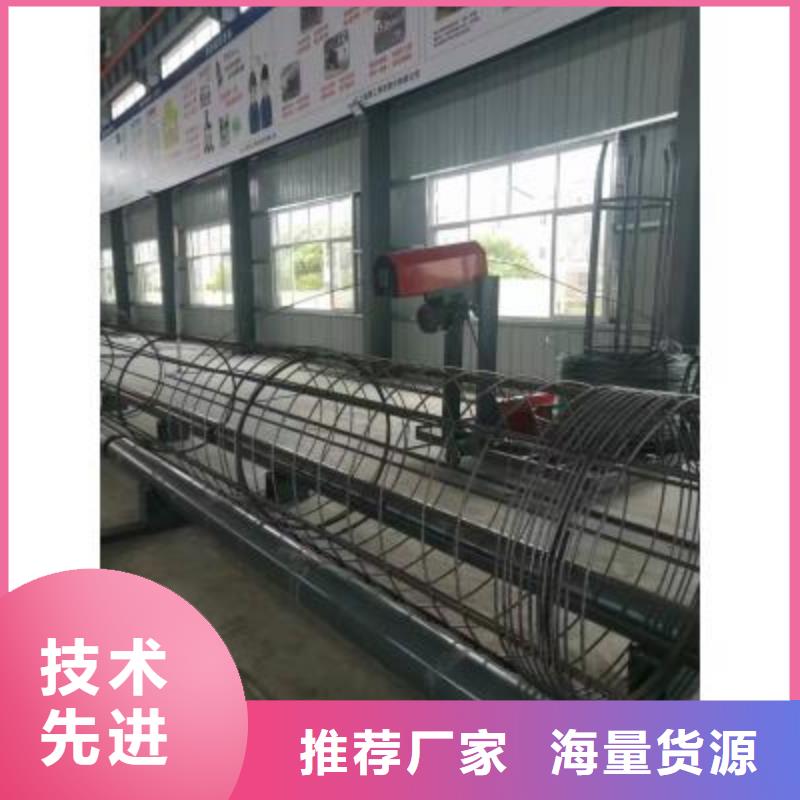
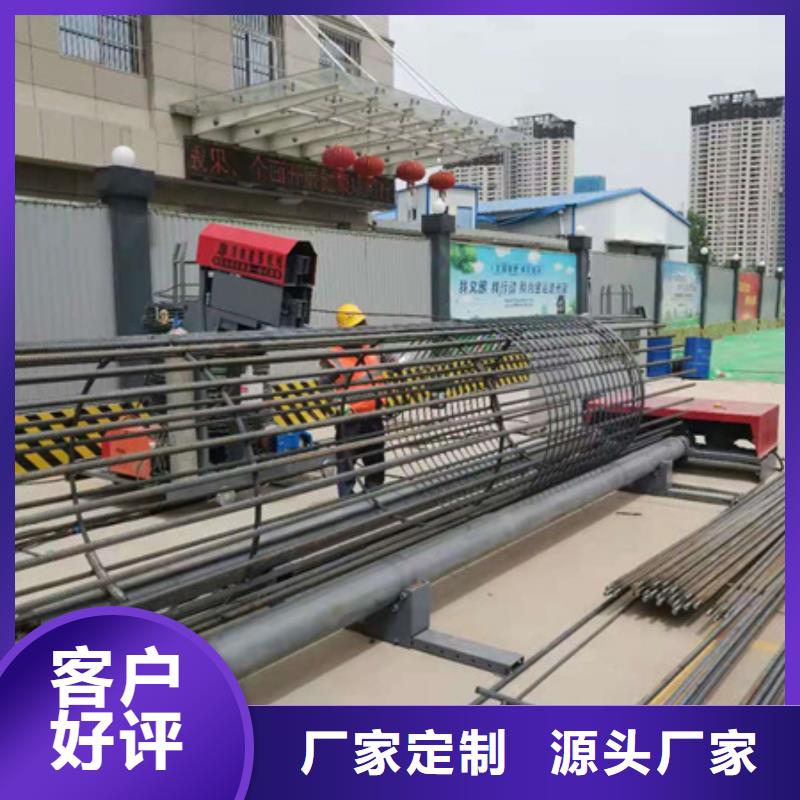
钢筋笼绕筋机钢筋笼绕丝机图文详解调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。
本机适用于高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工,能加工直径φ32mm的度螺纹钢。本机是拥有能在一个工作单元内同时进行双向弯曲的先进设备,是我公司研发的具有自主知识产权的高科技产品。我们在设计上力求加工范围多样化,使用需要。



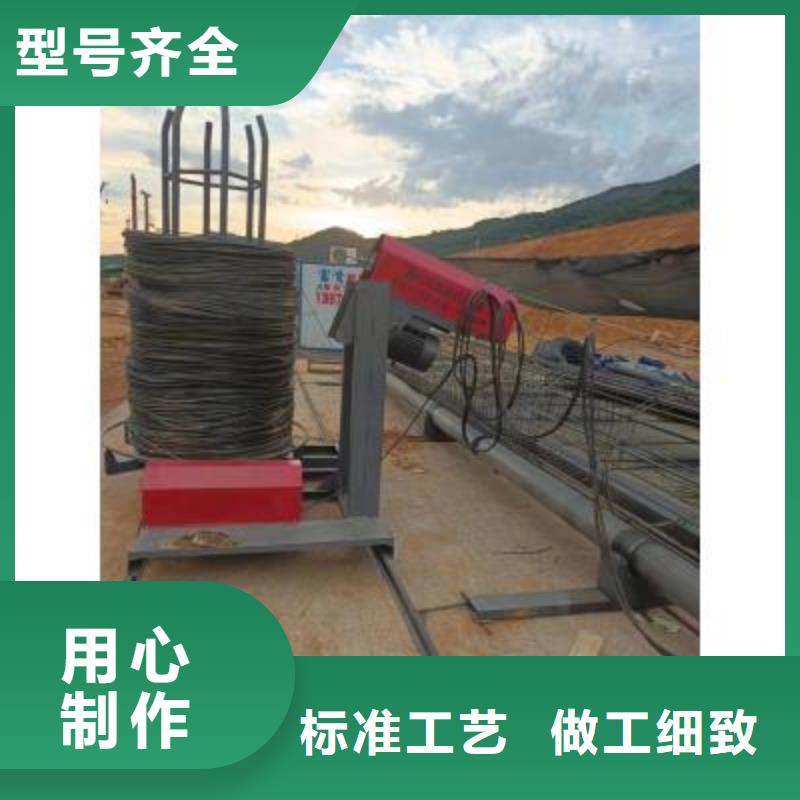
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
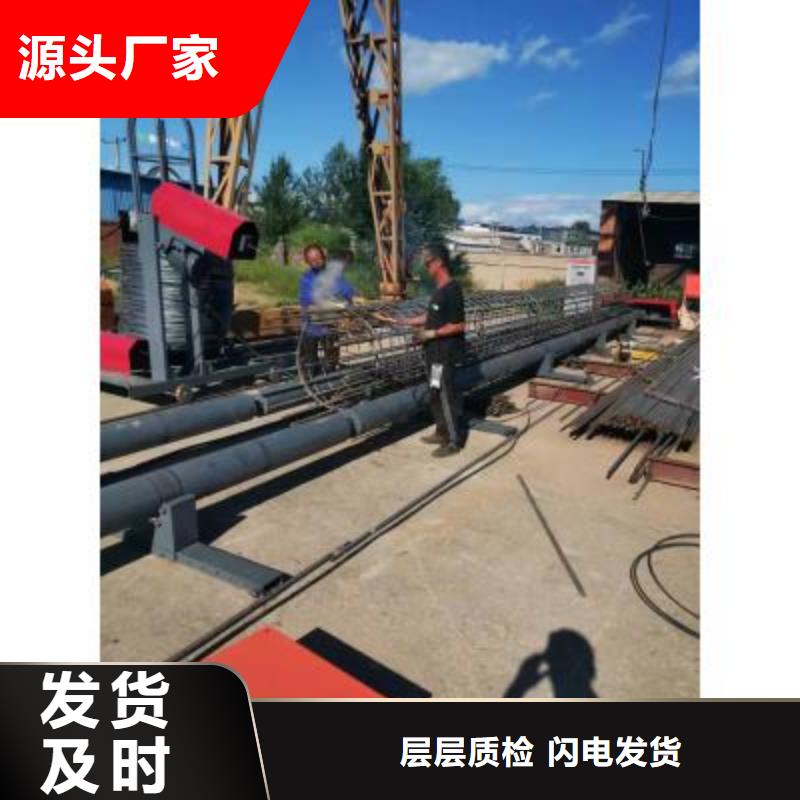
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。



建贸机械设备(北京市海淀区分公司)质量控制
公司质量方针:没有*好,只有更好!
我公司 钢筋弯曲中心产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 钢筋弯曲中心产品质量的管理进行严格的控制,从而为您提供可靠的 钢筋弯曲中心产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 钢筋弯曲中心产品配发检验合格证,检验报告随货通行。
2、出厂的 钢筋弯曲中心产品均按照相关标准生产和检验,不合格的 钢筋弯曲中心产品不出厂


